一項佛系的焊接技術——摩擦焊接
- 時間:2022-02-19作者:永康市國海自動化設備有限公司瀏覽:256
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
摩擦焊焊接工藝介紹工藝特點1) 焊接施工時間短,生產效率高。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm,偏心度為
摩擦焊機是指在旋轉中產生熱能,再加以適當壓力,完成焊接的設備。按能量輸入方法不同,摩擦焊機分連續驅動式和慣性式兩種。前者由夾具、傳動機構、加壓機構、制動裝置和控制裝置組成;后者則由夾具、傳動機構、飛輪、加壓機構和控制裝置組成。摩擦焊機開機前,按設備潤滑圖表注油,檢查油標油位或注油點。啟動油泵電機,彈性夾頭夾緊工件,調節液壓系統壓力、工作壓力、夾緊壓力,**鍛壓力,檢查主軸箱潤滑。在調整狀態下,調節滑
振動焊接是摩擦焊接過程,其間被焊接的制件在壓力下磨擦到一起直到生成的磨擦和剪切熱量接觸面達到充分熔融狀態。當達到設定焊接深度時(由線性傳感尺測量),相對運動停止,進入保壓階段焊縫冷卻并固化。功能特點1.軌跡式摩擦熔接,能有效控制相對加工物在緊密的模具內作圓形軌跡的焊接加工,相較于線性摩擦原理,在圓形加工物上無法充分焊接圓周任一角落。2.高剛性機身結構與整體封裝的外罩,配合吸音隔離噪音組裝,能有效抑
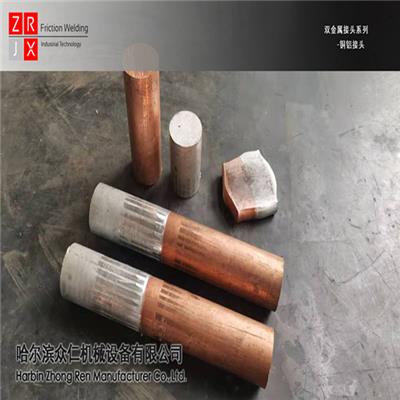
摩擦焊與激光焊有什么區別利用焊件表面相互摩擦所產生的熱,使端面達到熱塑性狀態,然后迅速**鍛,完成焊接的一種壓焊方法就叫摩擦焊。焊接過程:1)焊件發生相對運動;2)兩焊件間發生端面接觸,進而產生摩擦熱;3)待斷面達熱塑性狀態時,迅速**段施壓完成焊接。優點焊接生產率高,比閃光對焊高5~6倍;焊接質量穩定,焊件尺寸精度高;加工費用低,省電,焊件*特殊清理;易實現機械化和自動化,操作簡單;無火花,弧光及
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 東莞智谷光電科技有限公司
- 無錫智思匯焊接科技有限公司
- 蘇州凱爾博精密機械有限公司
- 東莞智谷光電科技有限公司
- 東莞市增量機械設備有限公司
- 江蘇銳成機械有限公司
- 東莞市橫瀝鑫源超聲波機械經營部
- 必能信超聲(上海)有限公司
- 東莞市必得信超聲波有限公司
- 東莞市必得信超聲波有限公司
- 商家產品系列
- 漩渦泵
- 壓焊機
- 壓接機
- 壓力機
- 壓力儀表
- 研磨機
- 驗布機
- 驗鈔機
- 液壓破碎剪
- 一卡通管理系統
- 儀表閥
- 儀器儀表
- 儀用電源
- 硬幣清分機
- 油泵
- 沖模零件
- 出入口機
- 儲能機
- 傳動件
- 刺繡機
- 促銷臺
- 存包柜
- 打膠機
- 帶式干燥設備
- 單向閥
- 刀具夾具
- 導柱
- 等離子焊機
- 等離子切割機
- 底閥
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00